目 录
1 引言 1
1.1 机械制造业的发展 1
1.2 我国机械行业面临的挑战和机遇 2
1.3 机械行业的发展趋势 2
2 左右曲轴箱体组合的零件分析 4
2.1 左右曲轴箱体作用 4
2.2 左右曲轴箱体特点 4
3 毛坯的选择 6
3.1 毛坯的选择原则 6
3.2 确定毛坯时应考虑到因素 6
3.3 毛坯的确定 7
4 工艺规程设计 8
4.1 工艺规程的作用 9
4.2 零件的工艺分析 9
4.3 基面的选择 9
4.4 拟订工艺路线 10
4.4.1 工艺路线方案 10
4.5 机械加工余量、工序尺寸及毛坯尺寸的确定 12
4.6 确定切削用量及基本工时 13
5 夹具设计 25
5.1 机床夹具的作用及其组成 25
5.2 气动夹具的特点 25
5.3 气动夹具的优点 25
5.4 夹具装夹过程 25
5.5 零件工艺性分析 26
5.5.1 定位基准的选择 26
5.5.2 定位元件的选择 27
5.6 铣缸体结合面的夹具设计 27
5.6.1 铣缸体结合面夹具设计 28
5.6.2 镗孔的夹具设计 28
5.6.3 定位误差计算 29
5.6.4 夹紧元件的选择 29
5.6.5 铣削力与夹紧力计算 30
5.7 夹具结构设计及操作简要说明 33
结束语 34
致 谢 35
参 考 文 献 36
2 左右曲轴箱体组合的零件分析
2.1 左右曲轴箱体作用
曲轴箱体也叫发动机外壳,是发动机所有零件的载体,就像房屋的框架一样。是发动机上面最大零件,也是最主要的。箱体零件是机器及部件的基础件,它将机器及部件中的轴、轴承和齿轮等零件按一定的相互位置关系装配成一个整体,并按预定传动关系协调其运动[4]。见图2.1。零件具体结构见附件“左右箱体零件结构图”。
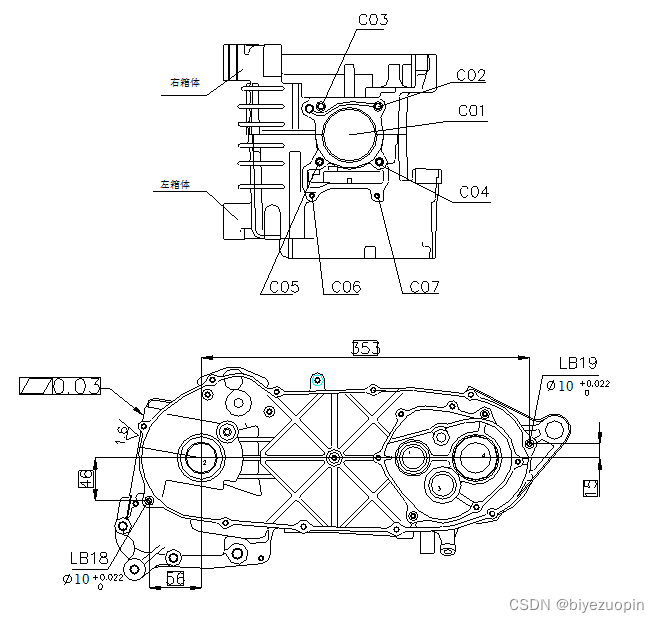
图2.1 箱体零件结构图
2.2 左右曲轴箱体特点
本发明提供一种摩托车发动机左右曲轴箱体的铸造工艺,在发动机批量生产中,铝合金铸件常采用压力铸造,主要原因:
(1)可在压铸机上使用金属模压力铸造,生产效率高,约5 分钟可铸出成品,可满足批量要求。
(2)铝件的金相组织紧密,强度高,可保证产品质量。
(3)以上优点是砂型铸无法达到的。














